










137-1496-2643
日期:2025-01-06 編輯:91好色先生TV精密五金 閱讀: 709
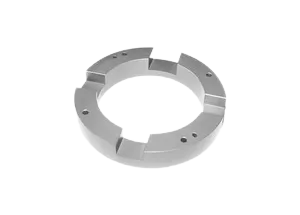
衝壓模具(jù)的拉(lā)伸工藝是金屬成型技術中的一種重要方式,廣泛應(yīng)用於汽車、航空、家(jiā)電等行業(yè)。它通過外力(lì)使材料發生塑性變形(xíng),形成所需的形(xíng)狀和尺寸,具有生產(chǎn)效率高(gāo)、成本低等優點。

1. **材料(liào)準備**:首先根據產(chǎn)品(pǐn)設計要求選(xuǎn)擇合適的金屬板材,並進行必要的表麵處理以保(bǎo)證後續加工質量(liàng)。
2. **模具安裝(zhuāng)與調(diào)試**:將預先製作好的上下模分別裝入壓力機相應位置,並調整至最佳(jiā)工作狀態,確(què)保在整個衝程內能準確(què)地傳遞力量給工件。
3. **定位及初(chū)次拉深**:將準備好的板料(liào)放置於(yú)下模上並(bìng)固定好位置後啟動機器進行第一次拉伸,此步驟主要是去除材料中的大部分餘量(liàng)形成(chéng)初步輪廓。
4. **多次拉深或局(jú)部整形**:對於複雜(zá)形狀的產品需要經過多道工序逐步細化其幾(jǐ)何結構;而(ér)對於簡單形體則可通過直接加(jiā)大凹凸程度來實現(xiàn)精確(què)控製尺寸誤差範圍內的目標樣式。
5. **修邊去毛(máo)刺及最終檢驗**:完(wán)成上述所有程序之後還需要對(duì)成品(pǐn)做進一步修整以(yǐ)消除可能存在的銳利邊緣或不平整區(qū)域;同時按照既定標準進行全麵檢測確認(rèn)合格與否。
6. **包(bāo)裝入庫**: 經過嚴格篩選後的優(yōu)良製件最後會被妥(tuǒ)善打包送往倉庫(kù)等待發貨交付客戶手中。
以上便是基本的衝壓模具拉(lā)伸工藝流程簡述,在實際操(cāo)作過程中還需結合具體需求靈(líng)活變通才能達到更佳效果。




微信谘詢
137-1496-2643
公司(sī)郵箱
gaofeng@pf898.com
公司(sī)地址
深圳市龍崗區朱古石五清路5號(hào)
Copyright © 2024深圳市91好色先生TV精密五金有限公司 All Rights Reserved 粵ICP備18084774號



 137-1496-2643
137-1496-2643